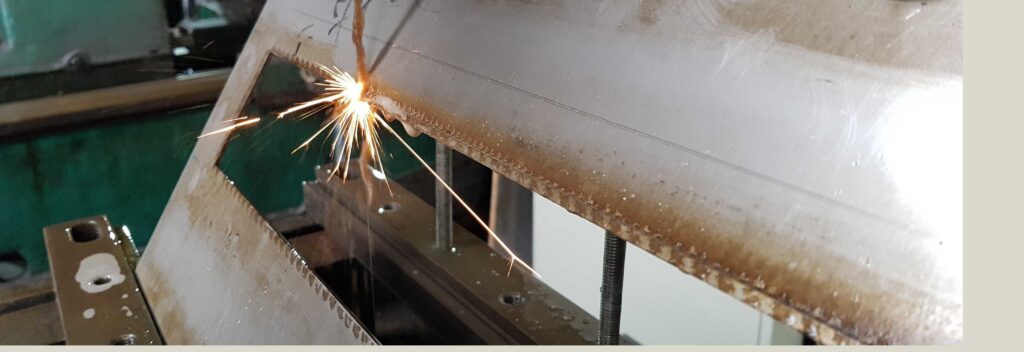
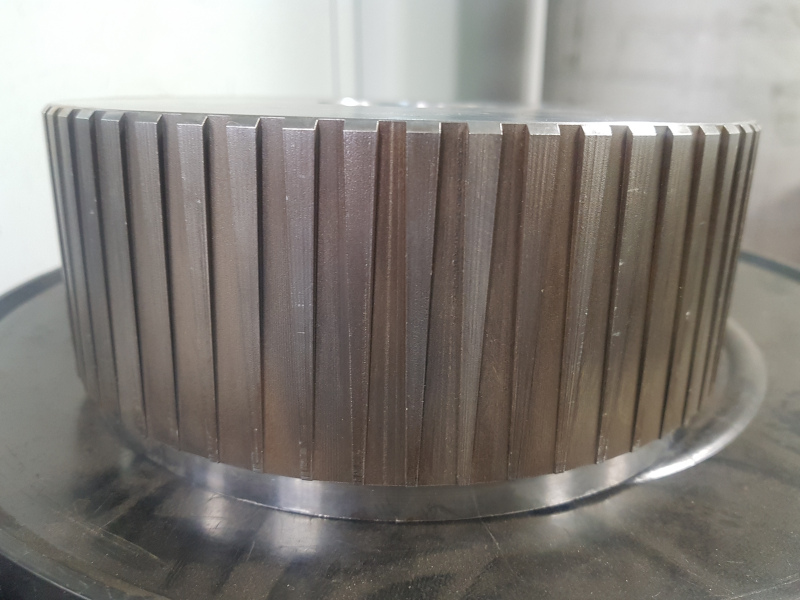
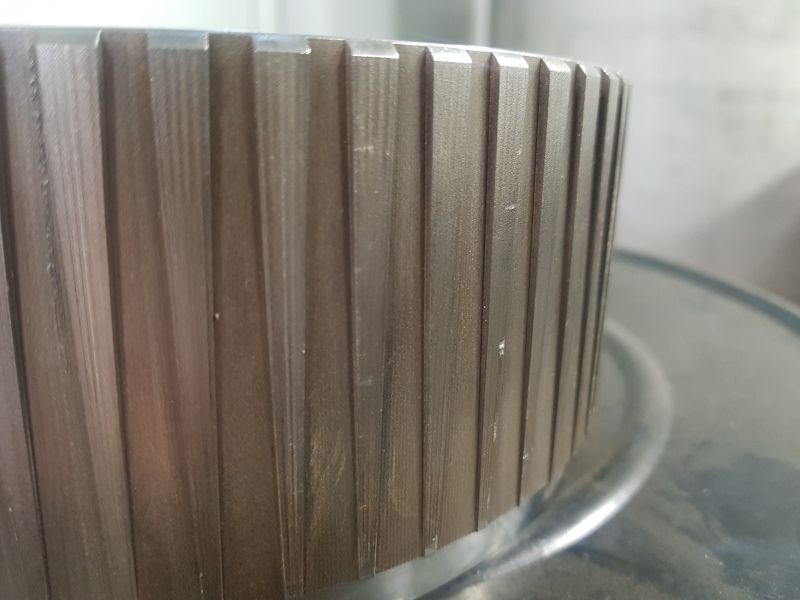
Выполнение наружного контура магнитопровода. Магнитопровод представляет собой пакет стальных пластин закрепленных друг с другом.
Предварительно подготовленную заготовку, обработанную “в размер”, предоставил заказчик.
Материал, предположительно, электротехническая сталь. Высота заготовки 200 мм, масса – 200 кг.